ISO 9001:2015 Certified Manufacturer
In-House
Polishing & Shot Blasting
Solution
1 Stop
In-House Production
Expertise
38+
Years Experience
On-Time Delivery
99%
Reliable Delivery Rate
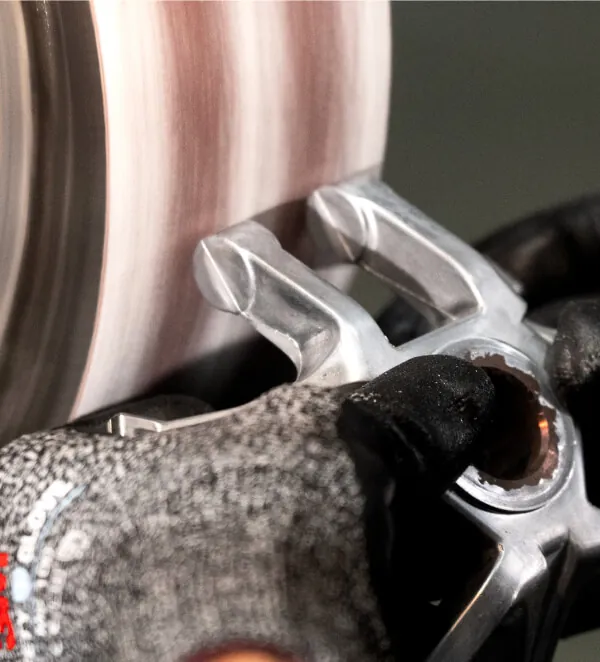
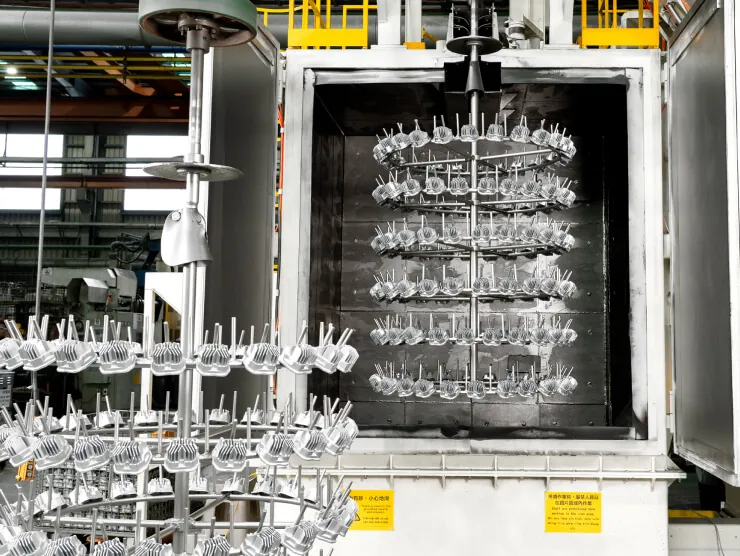
Polishing & Shot Blasting for Die Cast Parts
JoinCast production operates 8 mechanical polishing machines and 3 shot blasting systems, which include hanger, drum, and vibratory barrel types to cover all of your finishing requirements. We carry out all surface preparation tasks in-house as part of our vertically integrated production facilities so that you don’t have to worry about subcontractor delays.
Components are taken directly from our die casting section to the adjacent finishing area without leaving the facility. This natural flow for production steps reduces lead times, maintains consistent quality, and allows us to track every batch through production.
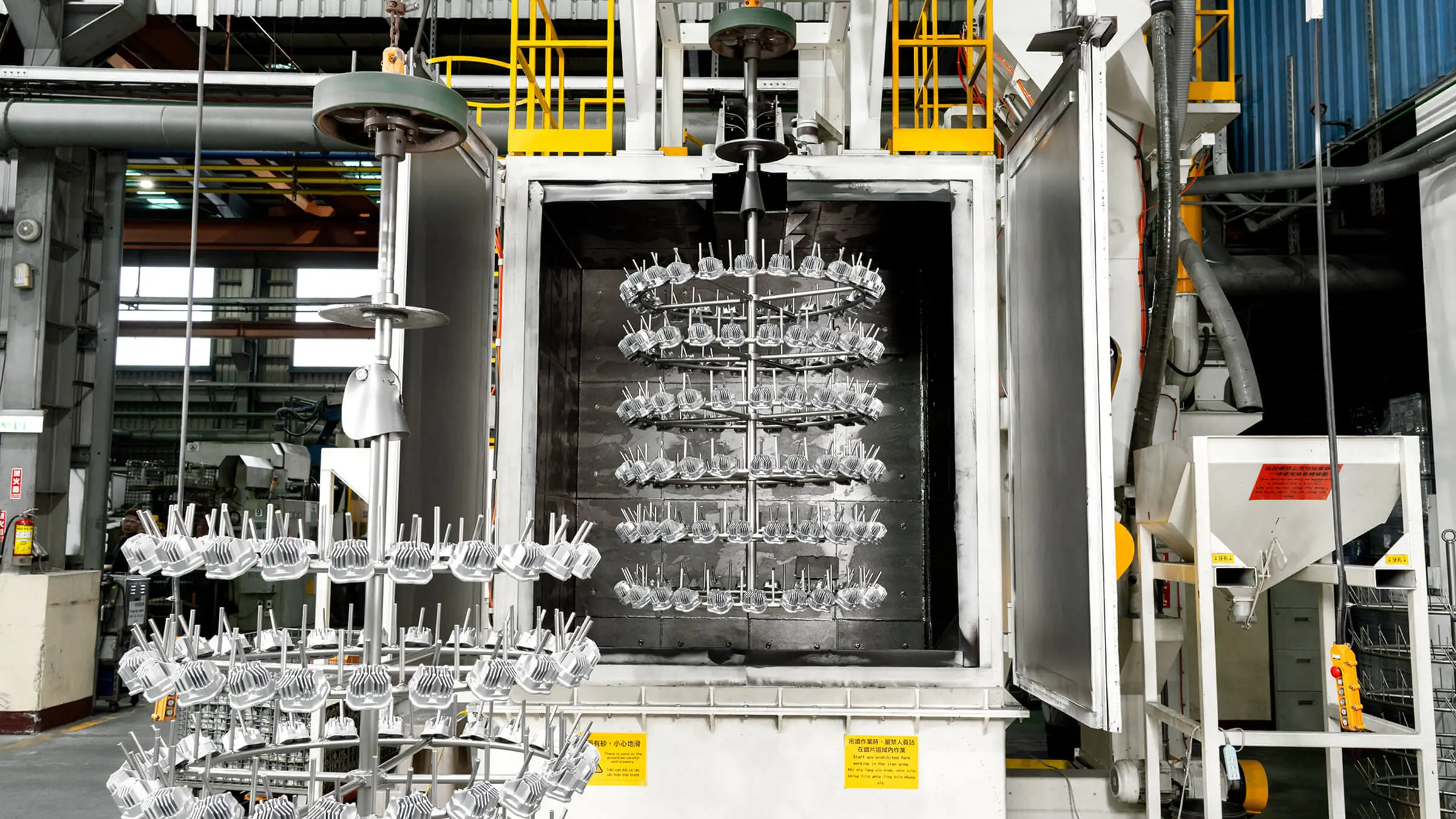
We work with you to determine the best finishing methods based on component geometry and assembly requirements. Hanger shot blasting is used for large or large volume components. Drum shot blasting processes high volumes of smaller parts efficiently. Vibratory barrel finishing provides gentler demurring and edge finishing before automated CNC machining or surface coating.
8
Polishing Machines
3
Shot Blasting Methods
Optimized
Method Selection

Polishing & Shot Blasting FAQ
If your question is not listed here, please contact us and we will be glad to assist you.
How do I know whether my parts need polishing, shot blasting, or both?
Shot blasting removes surface scale and provides uniform matte finish preparation for powder coating or anodizing, while polishing creates smooth, reflective surfaces for visible components or applications requiring low friction.
Parts destined for surface coating typically need only shot blasting, whereas consumer-facing products like marine hardware or pneumatic tool housings often require polishing before coating for premium appearance.
What's the difference between hanger, drum, and vibratory barrel shot blasting methods?
Hanger shot blasting suspends individual parts for controlled exposure, ideal for large or complex geometries requiring specific blast angles. Drum blasting tumbles high volumes of smaller parts together for efficient processing.
Vibratory grinding produced round edges for delicate features or thin-walled castings requiring deburring.
Can polishing remove porosity or surface defects from die castings?
Polishing removes minor surface imperfections and smooths texture but cannot eliminate subsurface porosity or deep defects. If your application requires cosmetic Class A surfaces, specify this during quoting so our mold engineering team can optimize gate placement and venting to minimize surface defects in critical areas.
Heavy polishing to remove defects can create dimensional inconsistencies.
How does in-house polishing and shot blasting reduce my lead times?
Components move directly from our 12 die casting machines to finishing operations within our 9,900 m² Taiwan facility without external shipping.
This eliminates the typical 3-5 day coordination delay when polishing is outsourced, and prevents quality control gaps between suppliers. Parts can proceed from casting to surface preparation to coating in a continuous workflow.
What surface roughness (Ra) can you achieve through polishing and shot blasting?
Shot blasting typically produces Ra 1.6-3.2 μm depending on media size and blast intensity, providing ideal tooth for powder coating adhesion. Mechanical polishing achieves Ra 0.4-0.8 μm for smooth surfaces.
We verify surface roughness using our 2 dedicated testers before components proceed to coating operations.
Will shot blasting damage thin-walled sections or delicate features on my castings?
Our team selects media size and blast intensity based on wall thickness and feature geometry. Thin-walled sections below 2mm receive vibratory barrel finishing rather than aggressive hanger blasting.
What's the maximum part size your polishing and shot blasting equipment can handle?
Our hanger shot blaster accommodates parts up to 600mm from our 900T die casting machine, while drum blasting handles components up to approximately 150mm efficiently.
Polishing capacity depends on geometry, but our 8 mechanical polishing machines process parts from small pneumatic tool components to large marine hardware and agricultural machinery housings.
Have a question that is not covered in the FAQ? Our AI assistant can help you find answers, products, or the right next step.








Certifications & Quality
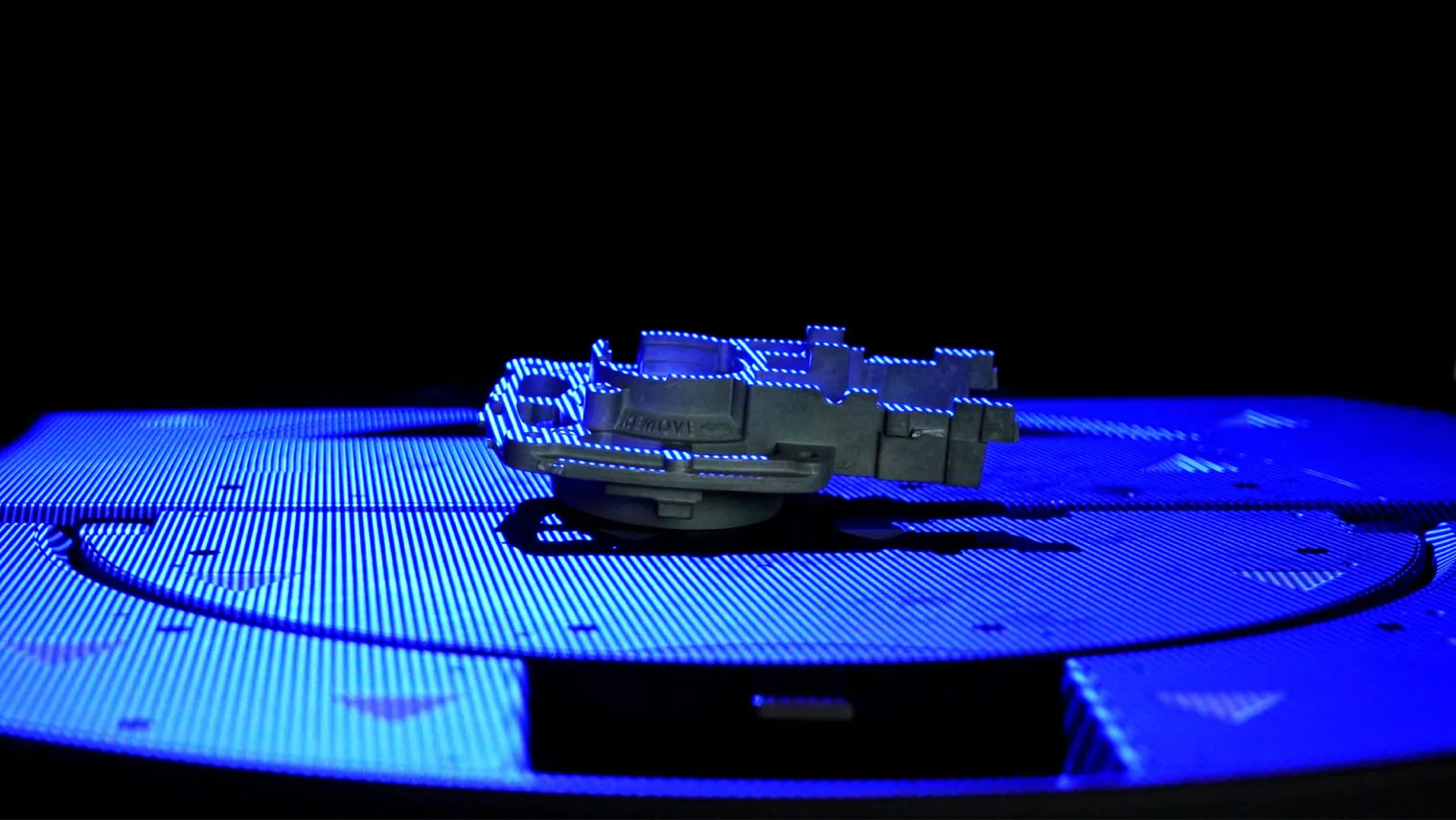
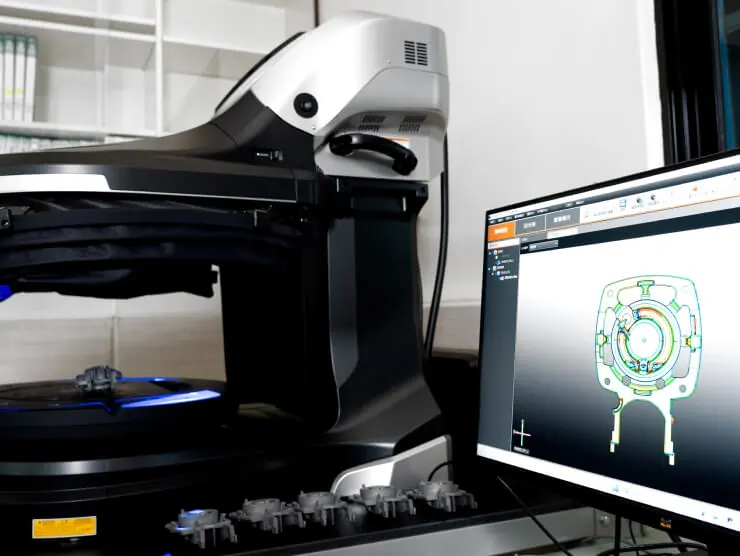
ISO-Certified Quality & Advanced Inspection Component Inspection
We use Keyence 3D Scanning Systems for dimensional verification and 3D CMMs for micron-level dimensional accuracy verification
- Keyence 3D Scanning
- Mitutoyo 3D CMM Verification
- Dedicated 10 Member QC Team
High Quality Castings for Key Industries

Marine Components

Outboard Lower Unit Housing
- Alloy: ADC-3 / A360
- Weight Range: ~1.4 kg
- Finish: Chromate conversion

Pneumatic Tools

Pneumatic Tool Housing
- Alloy: ADC-12 / A383
- Weight Range: 0.3 – 0.9 kg
- Finish: Powder coat, paint
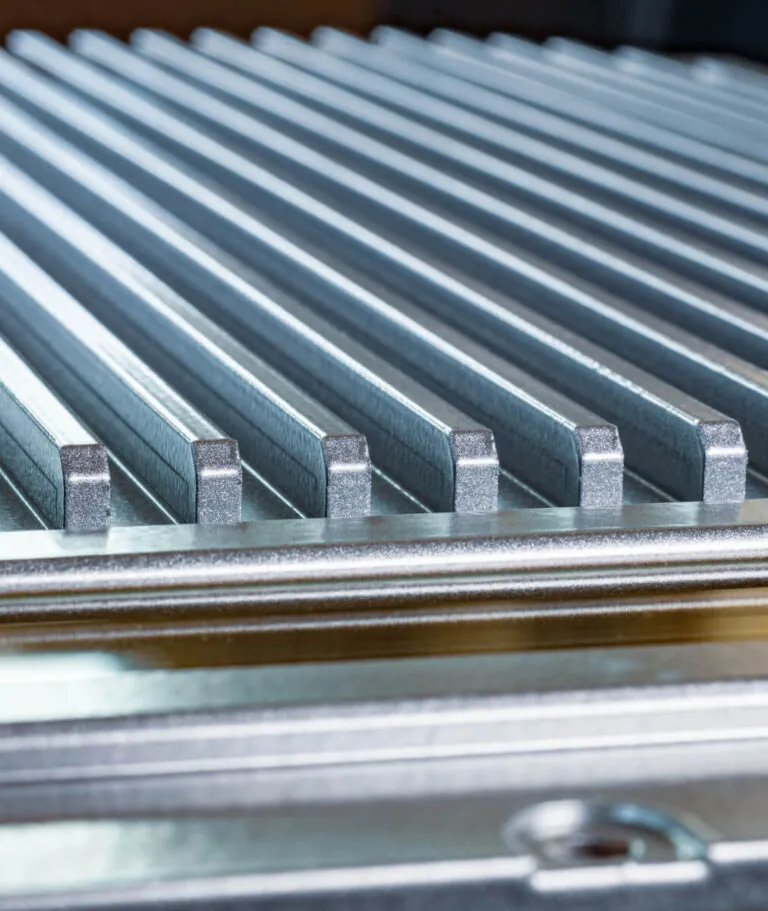
Heat Sink & Controller

Die-Cast Heat Sink
- Alloy: ADC-12 / A383
- Weight Range: ~0.4 kg
- Finish: Anodizing / Powder Coating

Lighting

LED Heat Sink Housings
- Alloy: ADC-12 / A383
- Weight Range: 0.2 – 0.9 kg
- Finish: Powder coat or anodizing

Medical Equipment

Medical Device Housing
- Alloy: ADC-12 / A383
- Weight Range: 0.4 – 1.1 kg

Custom Applications
Complete Manufacturing Solution
From Design to Delivery: Full-Service Die Casting
At Joincast we keep every critical process in-house at Joincast, operating from a 9,900 m² facility to deliver dependable lead times and consistent quality. Across three production sites, we run die casting machines (135T–900T), CNC machining centers with automation, plus fully integrated surface treatment lines.
From small precision parts to castings up to 3 kg, we process ADC-12 / A383 and ADC-3 / A360 aluminum alloys in a 24-hour, single-supplier operation.

Our Production Capabilities

Mold Engineering

Die Casting
Polishing & Shot Blasting

CNC Machining

Surface Treatment

TPR Insert & Printing
Quality Inspection